Os altos custos de capital são um desafio significativo para os operadores de armazenamento para garantir que suas unidades de recuperação de vapor mais antigas estejam em conformidade com as emissões. Uma renovação da unidade de recuperação de vapor é uma solução econômica para garantir que a unidade esteja em conformidade com os regulamentos mais recentes.
Em todo o mundo, os sistemas de recuperação de vapor são uma visão comum em refinarias, terminais de distribuição e instalações de armazenamento de tanques, que manipulam a transferência de produtos que vão desde gasolina até aromáticos como benzeno e xilenos, e cada vez mais, petróleo bruto.
Quando os hidrocarbonetos são transferidos entre navios, trilhos, caminhões-tanque e tanques de armazenamento, uma fração do produto é normalmente liberada como um vapor. Embora a fração possa ser pequena, a liberação cumulativa pode ser substancial devido às grandes quantidades de produto - tipicamente de 10.000m3 /hr a 1000m3 /hr - e fluxos de vapor mais altos típicos em aplicações de carregamento marítimo. A menos que seja utilizada tecnologia de controle de vapor, o vapor é liberado para a atmosfera tendo um efeito prejudicial sobre o meio ambiente, a saúde e a infra-estrutura vizinha.
A recuperação de vapor de carbono ativado (Figura 1) continua sendo a tecnologia preferida na maioria das aplicações, muitas vezes referida como a melhor tecnologia disponível (BAT). Estes sistemas proporcionam aos operadores a máxima flexibilidade, manipulando uma ampla gama de produtos e apresentando uma ampla taxa de rotação de 0% a 100% do fluxo de projeto e das concentrações de entrada.
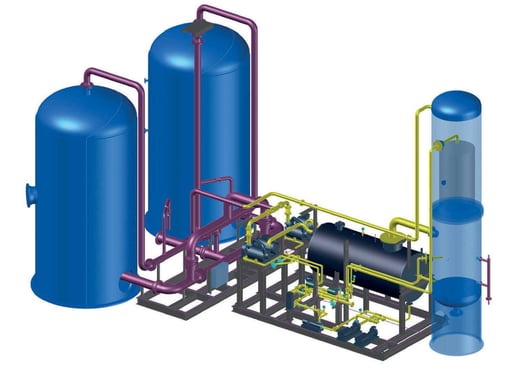
Figura 1. Um URV úmido típico com dois leitos de carbono, duas bombas de vácuo de anel líquido, um recipiente separador de glicol e uma coluna de absorção.
Os legisladores de todo o mundo estão continuamente exigindo mais capacidade de controle de emissões dos operadores e projetistas de sistemas. Os requisitos atuais são agora definidos como 50mg (HC) / Nm3 para qualquer emissão média de uma hora em partes da Europa. Naturalmente, os fornecedores de sistemas devem adaptar e desenvolver projetos para atender a estas novas regulamentações e exigências. A legislação sobre poluição ambiental permanecerá sempre o motor do desenvolvimento da tecnologia de recuperação de vapor e do investimento de capital do operador, devido às grandes penalidades financeiras por uma violação dos requisitos de emissão. Mas em situações em que um grande investimento de capital não é acessível - que opções têm os operadores quando enfrentam nova regulamentação ou aumento da produção dos terminais?
É imperativo que as unidades de recuperação de vapor sejam dimensionadas corretamente para o fluxo de vapor, concentração de vapor e metas de emissão desejadas. As unidades mais antigas podem não ser capazes de acompanhar o aumento da produção ou novas regulamentações. Uma nova unidade de recuperação de vapor projetada especificamente para uma menor emissão e maior capacidade é uma solução; no entanto, estas têm altos custos de capital e longos prazos de entrega. Alternativamente, muitas vezes é possível renovar, renovar e atualizar as unidades de recuperação de vapor existentes no local - minimizando o custo de capital, os prazos de entrega e o tempo de inatividade da planta.
As unidades de recuperação de vapor podem ser revisadas e atualizadas de várias maneiras, dependendo da exigência do usuário final. Fundamentalmente, é necessária uma maior massa de carvão ativado e um maior fluxo de vácuo. A adição de carbono ativado extra nem sempre é viável, no entanto. Tipicamente, os recipientes de carvão ativado não têm volume livre disponível. Em cenários onde não é possível substituir os recipientes de leito de carbono por unidades maiores, o tempo em que cada recipiente está na fase de adsorção pode ser ajustado, dentro dos limites de projeto, para garantir que os limites de emissão não sejam excedidos perto do final de cada ciclo.
Em muitos cenários, está se tornando vantajoso substituir as bombas de vácuo de anel líquido (LRVP) "úmidas" e os sistemas de fluido de vedação por um retrofit "seco". Isso substitui a LRVP (modelada na Figura 3) por uma bomba seca de parafuso ou de palhetas rotativas, que se adapta especificamente às condições físicas presentes no processo e no local. Antes vistos como uma forma robusta de fornecimento de vácuo, os sistemas "úmidos" normalmente exigem uma manutenção mais onerosa, pois o fluido de vedação deve ser mantido em uma composição constante para que funcione corretamente. Agora, devido aos avanços no projeto e na capacidade, as bombas de vácuo de sistema seco estão se tornando mais versáteis, com a capacidade de funcionar de forma confiável em condições extremas e temperaturas variáveis devido à injeção de gasolina ou ao rastreamento de calor para o gerenciamento da temperatura. O momento ideal para integrar esses sistemas adicionais é durante uma reforma do site URV . Outro motivo para os operadores removerem as bombas LRVP e substituí-las por bombas de parafuso é o uso crescente de gasolinas misturadas com etanol. O fluido de vedação do LRVP fica contaminado com etanol durante o uso e se dilui rapidamente até um nível que reduz a capacidade efetiva das bombas. Uma bomba de parafuso seca não sofre com esses problemas.
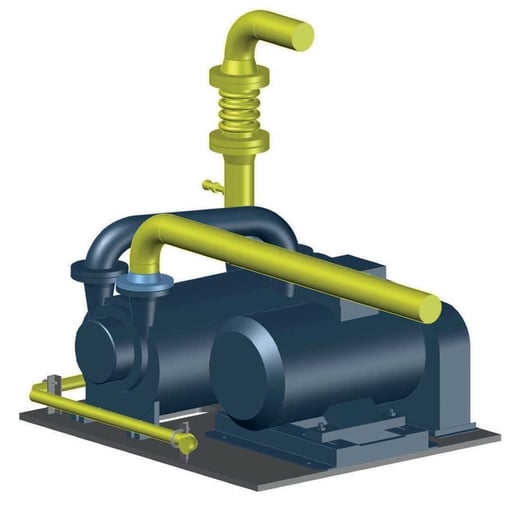
Figura 3. LRVP.
Quando a capacidade do site URV tiver sido aumentada, geralmente também é necessário aumentar a capacidade da bomba de vácuo, pois os hidrocarbonetos adsorvidos agora precisam ser regenerados em um período de tempo mais curto. Para uma unidade de recuperação de vapor de baixa emissão, a bomba de vácuo deve ser capaz de atingir vácuos relativamente baixos, de 50 a 35mbara, enquanto regenera o leito de carbono em um período muito mais curto. Isso pode ser obtido com a substituição do sistema de bomba de vácuo existente por um sistema de maior capacidade. O lado negativo do tempo de adsorção reduzido é que a vida útil do carbono é reduzida como resultado de mais ciclos de regeneração em um determinado período.
Os aumentos na capacidade de vácuo iniciam mudanças nos equipamentos subseqüentes dentro da unidade de recuperação de vapor da linha inferior da bomba de vácuo. Por exemplo, em unidades de recuperação de vapor que possuem uma bomba de vácuo de anel líquido, o separador de glicol (Figura 4) também precisaria ser atualizado com um recipiente maior para acomodar a maior capacidade de fluxo requerida por uma bomba de vácuo de anel líquido de maior capacidade, que foi redimensionada para acomodar o maior fluxo de vapor.
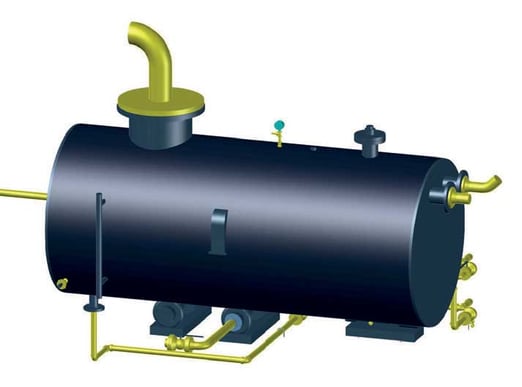
Figura 4. Um separador de glicol.
A torre de absorção também pode precisar ser substituída para acomodar capacidades mais altas da bomba de vácuo ou mudanças nas propriedades do absorvente: temperatura e pressão de vapor. A eficiência da absorção está diretamente relacionada às características físicas do absorvente (temperatura e pressão de vapor), ao fluxo do absorvente e do gás (vapor), e ao diâmetro e altura do absorvente, tudo isso precisará ser revisto e potencialmente aumentado quando uma bomba de vácuo maior for instalada.
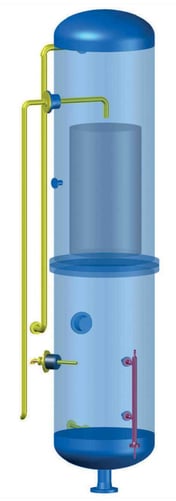
Uma substituição completa da torre de absorção é cara; opções alternativas podem incluir a adição de uma válvula de controle de pressão na linha de reciclagem desde a coluna de absorção até os leitos de carbono. Isto pode ser dimensionado para manter uma pressão operacional dentro da torre absorvedora para melhorar o desempenho do processo. Também devem ser considerados fatores secundários, tais como o aumento da temperatura na descarga da bomba de vácuo, que pode posteriormente requerer resfriamento adicional, talvez na forma de injeção de gasolina ou, no caso de um sistema úmido, um aumento no tamanho do trocador de calor instalado.
Além de aumentar a capacidade e diminuir as emissões de hidrocarbonetos, as renovações da unidade de recuperação de vapor também podem oferecer maior controle, características, versatilidade e segurança para o usuário final. Isto pode ser alcançado através da adição de bombas de vácuo adicionais para redundância; novas atualizações CIM/CEM e analisadores para monitoramento preciso de emissões; válvulas e atuadores atualizados; e transmissores de temperatura, pressão e nível. Novos equipamentos podem ser perfeitamente integrados com um sistema PLC/HMI atualizado acoplado a uma teoria de controle sob medida para reduzir as chances de ocorrência de um incidente com altas emissões. Um benefício adicional da substituição de equipamentos existentes é que ela elimina o problema herdado de equipamentos que não são mais suportados pelo OEM, particularmente no que diz respeito aos sistemas PLC/HMI.
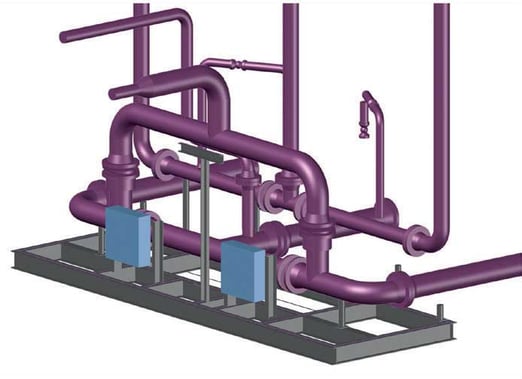
Figura 6. Modificações na tubulação de derrapagem.
A manutenção do URV renovado é tão importante quanto a seleção do fornecedor certo e a engenharia subsequente realizada durante a renovação. O carvão ativado em VRUs de baixa emissão está sujeito a uma força mecânica maior e, em alguns casos, a produtos químicos indesejados, que impedem a adsorção. Portanto, é imperativo que os intervalos de manutenção recomendados sejam cumpridos e que o carvão ativado seja testado periodicamente, reduzindo assim o risco de danos contínuos que, de outra forma, levariam a uma falha repentina.
A renovação de uma unidade de recuperação de vapor é um compromisso sólido para os operadores que buscam aumentar a capacidade do terminal e, ao mesmo tempo, manter a conformidade com as emissões, ou para os operadores que buscam a conformidade com a nova regulamentação de emissões de HC sem o desembolso de capital de uma nova URV. Apesar da extensa substituição de equipamentos necessária, a renovação da recuperação de vapor ainda é uma solução mais econômica do que a instalação de uma unidade totalmente nova em muitos cenários.
Uma reforma bem-sucedida do URV requer experiência significativa, como a da Zeeco, com uma ampla variedade de sistemas URV devido às complexas interações dos equipamentos em todo o sistema. Zeeco também pode oferecer serviços em equipamentos que não foram originalmente fornecidos por eles.
Para maiores informações
Este artigo foi escrito por Tom Olver, engenheiro de vendas técnicas, projeção e start-up da Zeeco Europe.
Download do artigo