No processamento de gás natural, o gás de cabeça de poço geralmente é passado por unidades de separação de campo para remover condensado de hidrocarbonetos e água. Se o sulfeto de hidrogênio estiver presente, ele é freqüentemente removido usando um processo de adoçamento, que envolve a absorção em uma solução amina antes que o gás possa ser utilizado. A sobrecarga do regenerador de amina é freqüentemente enviada para um oxidador térmico, (freqüentemente chamado de incinerador) no qual o H2S e outros combustíveis são oxidados para formar dióxido de enxofre, dióxido de carbono e vapor de água, antes de serem ventilados para a atmosfera através de uma pilha elevada. Desidratadores de glicol, unidades de recuperação de enxofre e outros processos também podem gerar gases de escape ou gases de ventilação que têm níveis inaceitáveis de H2S e CO, bem como COVs que requerem atenuação. Os respiradouros dos tanques às vezes exigem tratamento antes que os gases possam ser liberados para a atmosfera. Um oxidante térmico é freqüentemente a maneira mais simples e econômica de se conseguir a destruição efetiva do H2S e de outros combustíveis nestes
fluxos de gás residual.
A função de um oxidante térmico é proporcionar um ambiente no qual a reação de combustão do gás residual possa ser sustentada e completada. A temperatura da câmara de combustão é controlada pela modulação da taxa de queima do queimador, a fim de manter uma temperatura suficientemente alta para garantir a conclusão da reação de combustão, mas não suficientemente alta para danificar o revestimento refratário da câmara de combustão. Um oxidante térmico adequadamente projetado é dimensionado para proporcionar um tempo de residência na câmara de combustão que normalmente excede um segundo desde o ponto de injeção de gás residual até o final da câmara. Isto permite que o oxidante térmico incinere todos os gases residuais antes que o gás de combustão tratado seja disperso na atmosfera.

Instalações bem sucedidas
Um exemplo de uma instalação bem sucedida de queimador ultra baixo NOx está localizado em uma unidade de recuperação de enxofre (SRU) oxidante térmico de gás residual operando em uma refinaria canadense. O fluxo de resíduos de gás residual continha uma concentração significativa de amoníaco (NH3) que ultrapassava em média 400 ppmv. Se queimada em um ambiente de alta temperatura e oxigênio, a quantidade de nitrogênio ligado poderia ser convertida em NOx a uma taxa de 30% ou maior. Entretanto, utilizando um método especializado de injeção de gás residual com uma quantidade controlada de ar em excesso, juntamente com um projeto de queimador de NOx ultra baixo, os resultados do teste na Tabela 1 mostram que o NOx térmico combinado mais o NOx ligado ao combustível é de 18,5 ppmv a 3% de oxigênio.
Desafios
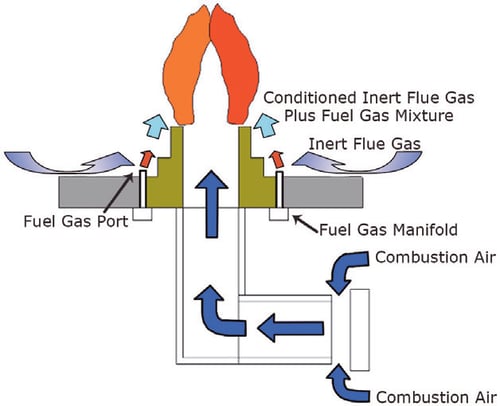
Queimadores ultra baixos de NOx similares aos mostrados na Figura 1 foram implementados pela primeira vez em aquecedores de processo e têm sido usados com sucesso em aplicações de aquecedores por mais de uma década. Entretanto, vários fatores devem ser considerados ao aplicar o projeto do queimador de NOx ultrabaixo a um oxidante térmico.
Alguns gases residuais podem incluir componentes, tais como amoníaco ou aminas, que contêm nitrogênio quimicamente ligado. Quando o nitrogênio ligado é queimado em um ambiente com excesso de ar, uma fração substancial do nitrogênio é convertida em NOx através de uma complexa reação em cadeia. Como esta reação não contém a alta energia de ativação da reação térmica NOx, ela pode ocorrer a temperaturas mais baixas. Nessas circunstâncias, o queimador de NOx ultra baixo não é tão eficaz como uma solução para mitigar a conversão do nitrogênio ligado em NOx. Como alternativa, os resíduos ou combustíveis com nitrogênio ligado significativo são normalmente incinerados usando um processo de múltiplos estágios, onde uma zona inicial de combustão substoichiométrica é seguida por uma zona de oxidação.
Download do documento técnico